













| 服务项目 | 浏览量3 | 发布时间2017-04-13 |
| 品牌峰彩林 | 所在地山东 青岛 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
氧化膜层的厚度约为0.6~2μm。氧化膜虽能提高弹簧的耐腐蚀性,但由于膜薄,而且有气孔,所以它的保护能力较差,只能用于在腐蚀性不强的介质中工作的弹簧。其防腐性能的高低取决于氧化膜的致密程度和它的厚度,因而也就是决定于氧化处理的氢氧化钠浓度、氧化剂浓度、溶液的温度等因素。
为了提高氧化膜的防腐性和润滑能力,应该加强氧化处理前后的处理。氧化处理前须将弹簧表面的锈蚀、氧化皮、油污、热处理的盐渣、表面接触层等进行彻底的清除。氧化处理后,通常是将弹簧在肥皂溶液或重铬酸盐中进行填充处理,而后用流动温水洗净、吹干或烘干,最后再上水膜置换防锈油或上一定温度的机械

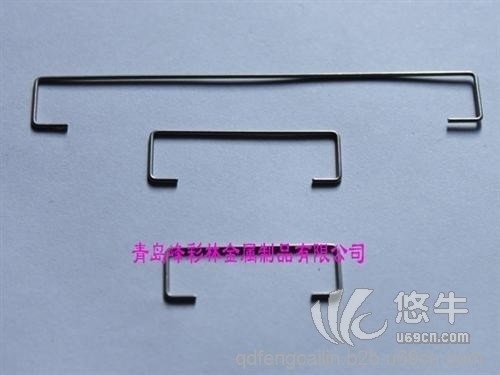
2.外径. 外径、内径及中径在知道线径的大小的前提下可以只提供其中的任意一项!但如不
知线径就必须要提供最少两项。
他们的关系式为: 1. 外径-线径=中径 2. 外径-中径=线径 3. 中径+线径=外径
3.总长. 标准称之为自由长度。自由长和圈数的比值不能相差太大!如过大生产出来的弹簧
会有很大的变化量。
4.圈数. 圈数包含有两端的支撑圈及有效圈数。支承圈根据产品要求可选支撑圈一定要与簧
身垂直,这个值很多厂家有很严格的要求。支承圈与有效圈应有效接触,间隙不
得超过圈间公称间隙的10%。

如果弹簧钢丝直径太大(>15mm),板材太厚(h>8mm),会出现淬不透现象,结果弹性极限下降,疲劳强度降低。所以弹簧钢材的淬透性必须和弹簧选材直径尺寸相适应。 弹簧的工作状态承受的弯曲应力、扭转应力在表面处两号,因而它的表面状态非常重要。热处理时的氧化脱碳是最忌讳的,加热时要严格控制炉内气氛,尽量缩短加热时间。弹簧经热处理后,一般进行喷丸处理,使表面强化并在表面产生残余压应力,以提高疲劳强度。 在热处理时还应注意其变形问题,考虑是否穿芯轴且应注意摆放方式,选用适宜的热处理设备。在可进行修复条件下,可进行多次回火和热压以达到目的。












