














| 服务项目 | 浏览量20 | 发布时间2018-02-16 |
| 品牌兰琦管业 | 所在地江苏 镇江 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
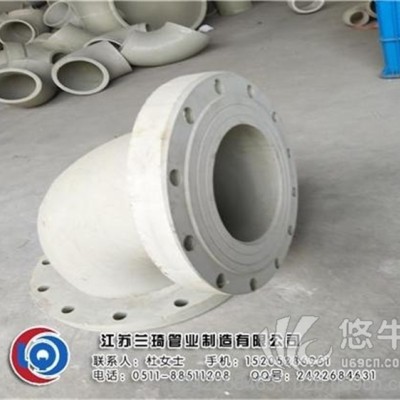
pp异径90度弯头
属于pp异型材,都是手工做出来的。

1、物化性能优良。用pp生产的管材及管件,耐腐蚀,抗冲强度高,流体阻力小(较同口径铸铁管流量提高30%)。耐老化,使用寿命长(据国家建设部测试资料说明,使用年限为40-50),是建筑排水、化工排污的理想材料。
2、质轻实用,安装方便。重量只有同口径铸铁管的1/7,可大大加快工程进度和降低施工费用。
3、内壁光滑,排水流畅,管道不易阻塞。检查口设计独特,检查操作方便,不需任何工具。
4、节约建筑费用。使用pp管比使用同样规格的铸铁管的综合造价低,维修费用更低。
pp弯头
冲压成形冲压成形弯头是最早应用于批量生产无缝弯头的成形工艺,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。在冲压前,管坯摆放在下模上,将内芯及端模装入管坯,上模向下运动开始压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观质量不如前者;冲压弯头在成形时外弧处于拉伸状态,没有其它部位多余的金属进行补偿,所以外弧处的壁厚约减薄10%左右。但由于适用于单件生产和低成本的特点,故冲压弯头工艺多用于小批量、厚壁弯头的制造。冲压弯头分冷冲压和热冲压两种,通常根据材料性质和设备能力选择冷冲压或热冲压。冷挤压弯头的成形过程是使用专用的弯头成形机,将管坯放入外模中,上下模合模后,在推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的弯头外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢弯头特别是薄壁的不锈钢弯头成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。


pp90度承插弯头
制作要点:pp90度承插弯头1、焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。焊后硬化性较大,容易产生裂纹。若采用同类型的焊条焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用铬镍不锈钢焊条。
2、为改善pp90度承插弯头耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较好一些,采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。












