








| 服务项目 | 浏览量3 | 发布时间2017-04-22 |
| 品牌荣诚 | 所在地江苏 镇江 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09已下架 |

水密性试验HDPE管道采用电热熔方式连接,使得HDPE管道具有较传统管材更为优越的水密性能。水密性试验的测试压力不应超过管材压力等级或系统中低压力等级的配件的压力等级的1.15倍,当管道压力达到试验压力后,应保持一定时间使管道内试验介质温度与管道环境温度达到一致,待温度、压力均稳定后,开始计时,一般情况下,水密性试验应稳压24小时,试验结束后,如果没有明显的泄露或压力降,则通过水密性试验。

对焊连接适用所有管径从φ32-315mm的管件。该连接方法的性能特点是:刚性连接、不可拆装、抗拉力。 对焊连接是一种最简单的管件连接方法,它为整个系统的预制安装提供了许多方便有利的前提条件,且不需其它部件。因而,无论预制安装是在现场或是在车间都可以用对焊连接。
对焊的焊接断面很小,焊接边缘不会干扰管道,管道内部截面也没有任何变化。对焊接面容许的厚度近乎与管壁厚度一样,所以也不浪费管材。通过对焊连接法,管子长度和弯头连接处都能得到充分利用。 管径<φ75mm时可采用手动焊接法;采用电焊机焊接,管径范围一般为φ40-315mm。
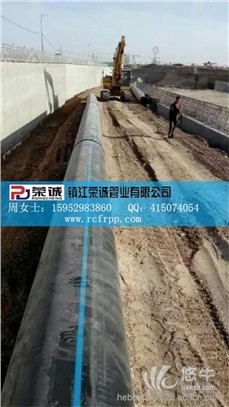
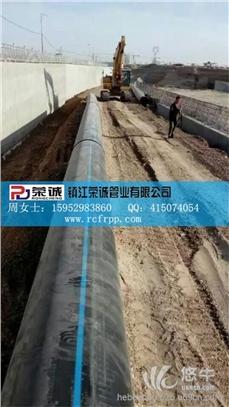
HDPE管道的焊接

1、管道电熔前要检查承插口是否有杂物,检查电熔丝是否断路、接地现象,如有上述现象存在严禁热熔。
2、电熔前检查管道轴向,并及时调整,经检验合格后方可进行电熔。
3、从事管道连接的操作工人上岗前应经过专门培训经技术测评合格后方可上岗操作。
4、管口内部支撑环应置于距插口内壁边缘50mm处(小于DN800管除外)外部涨紧带紧到位。
5、电熔连接时,电熔连接机具与电熔接头应正确连通,电熔连接接通期间不得移动管材或在连接件上施加任何外力(支撑环除外)。
6、在通电焊接期间每10分钟对内部支撑环紧固一次。
7、焊接需要直至外接电热丝处有聚乙烯熔滴生成为止。
8、通电完成后,取下电熔设备,适当收紧涨紧带让管子连接处自然冷却,自然冷却期间保留涨紧带和支撑环不得移动管道,冷却时间约30-40分钟,完全冷却后撤掉支撑环和涨紧带方可进行下步工作。
9、电熔结束后应进行接头外观质量检查。











