








| 服务项目 | 浏览量3 | 发布时间2017-02-22 |
| 品牌荣诚 | 所在地江苏 镇江 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
PP管安装规定

1、管道连接前,应对管材和管件及附属设备按设计要求进行核对,并应在施工现场进行外观检查,符合要求方可使用。主要检查项目包括耐压等级、外表面质量、配合质量、材质的一致性等。
2、应根据不同的接口形式采用相应的专用加热工具,不得使用明火加热管材和管件。
3、采用熔接方式相连的管道,宜采用同种牌号材质的管材和管件,对于性能相似的必须先经过试验,合格后方可进行。
4、在寒冷气候(-5℃以下)和大风环境条件下进行连接时,应采取保护措施或调整连接工艺。
5、管材和管件应在施工现场放置一定的时间后再连接,以使管材和管件温度一致。
6、管道连接时管端应洁净,每次收工时管口应临时封堵,防止杂物进入管内。
7、管道连接后应进行外观检查,不合格者马上返工。
FRPP管化工厂专用

PP管无毒、卫生、耐高温且可回收利用,主要应用于建筑物室内冷热水供应系统,也广泛适用于采
暖系统。
焊接法
普遍使用於施工中的PP管连接方式有:
将管子或配管零件之接合端部份以砂纸磨掉表面层,如表面尚有油脂,应用氯乙烯或丙酮拭净;将两
端插入电焊套,两端必需插达电焊套之中间点,插入时两端点不得有水.然后插入焊接控制器之二次
线,开始焊接.过程中不得移动或碰触及中途切断电源或使二次线接合点松脱.焊接完成一小时后俟
接合点完全冷却才可以加压於管内及由外扳动管子,以确保接合点不变形.
直管必须先使用切管器切割,务必使承口十分平整,承口端插入电焊套部分不得有1mm以上刮痕或变
形.使用过之电焊套不得再次使用,如电焊套有破损或变形,应予弃置不得使用.如接失败,应更换新
的电焊套重新焊接,若因电焊套进行中因电源切断而失败,待完全冷却后再插上二次线重新进行焊接
.如焊接完成后需立即加应力于管上,可以浇冷水使其冷却.
端缘焊接法
在无法使用电焊套接合之特殊情况下,得采用端缘焊接法.焊接前必先使用切管器将承口切得十分平
整.然后以端缘焊接器焊接,其焊接方法及加热时间必需完全按照各型焊接器之指示及加热时间表为
之.焊接完成后,俟接合部分冷却,必须将接合缝之管子内部削平,否则日后杂物会再接缝处累积造成
堵塞.
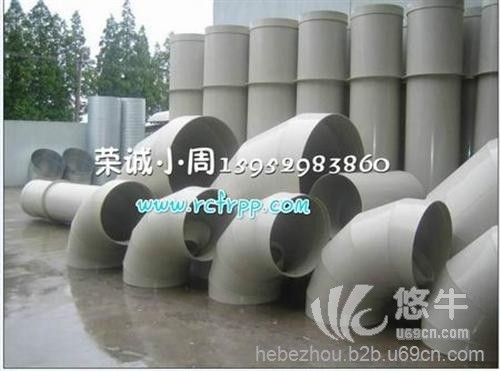
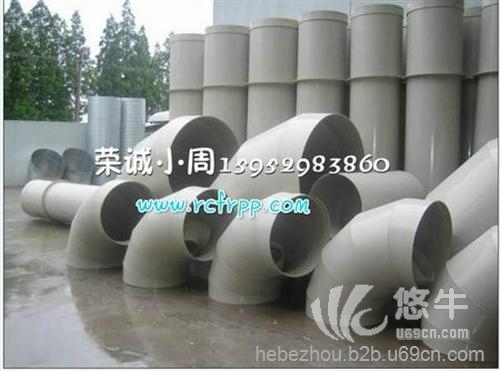
大口径FRPP管

FRPP管热熔对接
◇ 热熔对接时管材的加热温度应符合以下规定:190-240℃
◇ 热熔对接时,将对接的管子水平固定在对接设备的夹具上,使两根连接管保持水平位置,并且两管要对好中心。
◇ 热熔对接应采用具有调节温度的焊接设备。
◇ 根据管材材质控制热熔温度和热熔时间。并保持一定的对接推力。
◇ 热熔对接连接面应自然冷却。











