装配平板供应商:泊头市铸造机械量具有限公司!
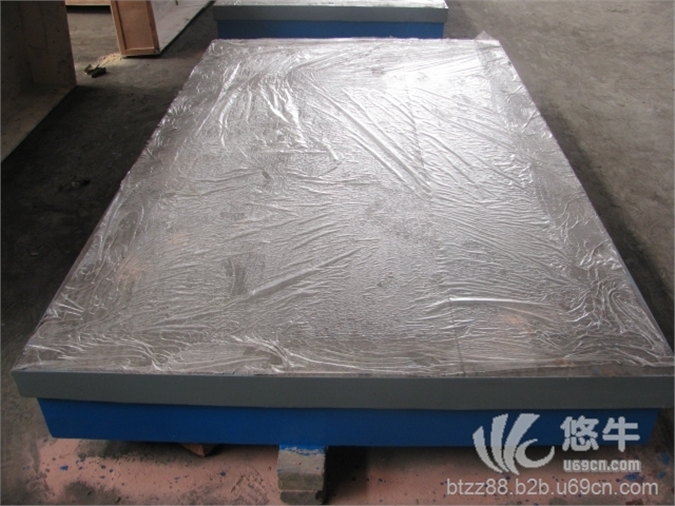
装配平板主要应用于动力机械设备的装配及调试固定工件,表面带有T形槽,可以固定动力机械设备,要求较大的装配平台,可以拼装使用。
装配平板的制造过程中必需遵循以下生产步骤缺一不可,合格的装配平板必需严格按流程生产。
装配平板制造流程:
1、造型。
2、选料,铸造(最好用干模)。
3、装配平板铸件清砂、去毛边、去浇口和冒口。
4、装配平板回火时效:加热至500~550℃,加热速度40~100℃/小时,保温6~8小时
随炉冷至200℃以下,出炉(随炉冷速20~50℃/时)。为防止变形,不可堆放。
5、粗刨底部与工作面平行,▽4。同一批装配平板尺寸应一致。四边互相垂直,全部倒角。
6、再次消除内应力回火处理:加热450~500℃,加热速度60~90℃/小时,保温10小时。随炉冷至180~200℃出炉空冷。
7、精刨▽6。8、平磨▽8-9(或刮研),退磁。9、非工作面刷漆。侧面加铭牌:注明产品编号、型号、精度等级、生产厂商。
装配平板规格:1000×1000—3000×6000(mm),(装配平台均按用户要求定做或按图纸加工)。