















| 服务项目 | 浏览量20 | 发布时间2017-08-06 |
| 品牌济宁利兴精密机械制造有限公司 | 所在地山东 济宁 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
.矩形螺纹车刀的刃磨要求,矩形螺纹车刀的几何形状,在刀磨矩形螺纹车刀时,应注意一下几点:1)精车刀的刀头宽度应刃磨准确,其宽度b=0.5p (0.02-0.04mm)。2)为了使刀头有足够的强度,刀头长度一般取L=0.5p (2-4mm)。3)刃磨两侧后角时,应考虑到螺纹升角的影响,必须根据计算出的数值刃磨。4)为了减小牙侧的表面粗糙度值,精车刀两侧副切削刃应磨有修光刃。








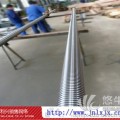
长丝杆的加工是车削中比较棘手的问题,原因是细长丝杆刚醒差,在加工中极易变形,使零件的误差增大,不易保证零部件的加工零部件的质量,在车削长丝杆中存在一下问题,1.车削长丝杆时装加不当,很容易因车削力及重力精度的作用而发生弯曲变形,产生震动,从而影响加工精度和表面粗糙度。2.由于细较长,一次走刀时间长,刀具磨性大,影响零部件的几何形状精度,3.车长丝杆时由于使用跟刀架,若支承工件的2个支撑快零件压力不适当,会影响加工精度。








梯形丝杆螺纹的编程加工
在目前的数控车床中,丝杆螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。我们在操作使用上要仔细分析,争取加工出精度高的零件。
1、G32直进式切削方法,由于两侧刃同时工作,切削力较大,而且排削困难,因此在切削时,两切削刃容易磨损。在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而造成螺纹中径产生误差;但是其加工的牙形精度较高,因此一般多用于小螺距螺纹加工。由于其刀具移动切削均靠编程来完成,所以加工程序较长;由于刀刃容易磨损,因此加工中要做到勤测量。











