














| 服务项目 | 浏览量19 | 发布时间2017-07-14 |
| 品牌济宁利兴精密机械制造有限公司 | 所在地山东 济宁 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
花键轴是具有较紧凑的结构,能够传递超额的载荷及动力,并具有较长的寿命。
花键轴是农机产品的主要零配件,其质量的好坏,会直接影响农机产品的整机质量。市场上劣质产品较多,
严重影响了农机产品的使用寿命和安全生产。












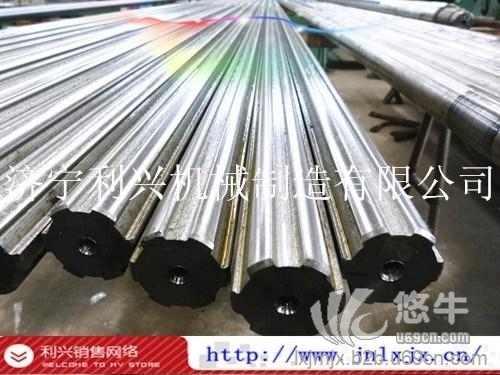
矩形花键轴
矩形花键轴应用广泛,如飞机、汽车、拖拉机、机床制造业、农业机械及一般机械传动装置等。
其特点:多齿工作,承载能力高,对中性好,导向性好,齿根较浅,应力集中小,轴与毂强度削弱小,加工方便,能用磨削方法获得较高的精度。标准中有两个系列(轻系列和中系列)。
渐开线花键轴
花键加工方法 :花键轴的加工方法是有很多的。主要是采用滚切、铣削和磨削等切削加工方法,也可采用冷打、冷轧等塑性变形的加工方法。 1、滚切法:用花键滚刀在花键轴铣床或滚齿机上按展成法加工, 这种方法生产率和精度均高,适用于批量生产。2、铣削法:在万能铣床上用专门的成形铣刀直接铣出齿间轮廓,用分度头分齿逐齿铣削;若不用成形铣刀,也可用两把盘铣刀同时铣削一个齿的两侧, 逐齿铣好后再用一把盘铣刀对底径稍作修整。铣削法的生产率和精度都较低,主要用在单件小批生产中加工以外径定心的花键轴和淬硬前的粗加工。3、磨削法:用成形砂轮在花键轴磨床上磨削花键齿侧和底径,适用于加工淬硬的花键轴或精度要求更高的、特别是以内径定心的花键轴。4、冷打法:在专门的机床上进行。对称布置在工件圆周外侧的两个打头,随着工件的分度回转运动和轴向进给作恒定速比的高速旋转,工件每转过1齿,打头上的成形打轮对工件齿槽部锤击1次,在打轮高速、高能运动连续锤击下,工件表面产生塑性变形而成花键。冷打的精度介于铣削和磨削之间,效率比铣削约高5倍左右,冷打还可提高材料利用率。以上的介绍是对于花键轴加工方法的一个细致的讲解。
动力转向油泵的检查
检查前压力板和后压力板表面是否与泵环接触良好。安装时要保证其与泵环(定子)平行,检查所有零件是否有裂纹和擦伤,更换损坏的零件。前压力板、后压力板及泵环(定子)上抛光度高的表面总是存在正常的摩擦痕迹,不要把这些看成是擦伤。
检查泵轴轴套、轴承,若损坏则更换。
检查所有转子叶片在转子槽中是否运动自如
检查泵轴花键是否磨损,泵轴是否有裂纹和其他损坏,更换所有过度磨损和损坏的零件,更换一新泵轴卡环。
检查泵壳是否有磨损、裂纹、铸造砂眼和损坏,有所列任一情况,则更换泵壳。
检查压力软管和控制阀塞子,若损坏则更换。
检查端盖卡环,若损坏,则更换。若卡环发生扭曲或变形,不能再用。
若不能肯定卡环好坏,则予以更换。
检查转子与定子的径向间隙.
转向横拉杆的检查
(1)检查横拉杆是否弯曲
必要时校正。检查调整螺栓的螺纹有无乱纹现象。
(2)转向横拉杆球头的检查
(3)连接支架的检查
桑塔纳轿车连接支架的检查。检查连接支架、连接件和减振器支架有无断裂和变形现象,检查转向横拉杆内衬套是否损坏和老化。












