















| 服务项目 | 浏览量20 | 发布时间2017-06-13 |
| 品牌济宁利兴精密机械制造有限公司 | 所在地山东 济宁 | 起订≥1 件 |
| 供货总量未填 | 发货0天内发货 | 有效期至2025-03-09 |
大型梯形丝杆的主要加工流程(1)大型梯形丝杆的主要损坏形式,一般丝杠(≤7级精度)为弯曲及磨损;≥6级精度丝杠为磨损及精度丧失或螺距尺寸变化(2)大型梯形丝杆材料应具有足够的力学性能,济宁利兴优良的加工性能,不易产生磨裂,能得到低的表面粗糙度和低的加工残余内应力,丝杆热处理后具有较高硬度,最少淬火变形和残余奥氏体常用于不要求整体热处理至高硬度的材料,有45、45#调质,40Mn、40Cr、T10、T10A、T12A、T12等.淬硬丝杠材料,有GCr15、9Mn2V、CrWMn、GCr15、SiMn、38CrMOAlA等(3)大型梯形丝杆热处理:一般丝杠:正火(45钢)或退火(40Cr),除应力处理和低温时效,调质和轴颈、方头高频淬火与回火精密不淬硬丝杠: 除应力处理低温时效,球化退火,调质球化,如遇原始组织不良等,还需先经900℃(T10、T10A)-950℃(T12、T12A)正火处理后再球化退火,济宁利兴或直接调质球化精密淬硬大型丝杠: 退火或高温正火后退火,除应力处理,淬火和低温时效








1、合适的运行速度曲线能提高大型丝杠丝杠的寿命,通常的设定是:匀加速---等速---匀减速。并且有大速度的限制,这个数值是动态的,可以参考DN值,一般的情况是速度与长度成反比,与直径和精度成正比。但是与端部加工精度、轴承精度和安装方式也有很大的关系。端部加工要注意与有效螺纹部分的同心度,安装轴承要选择恰当的径向和轴向游隙,安装方式以两端固定安装为好,固定---支撑次之。2、丝杠出厂时已经做好润滑,短期内不必添加润滑脂。一段时间后(视运行条件而定,大约3~6个月)需要用户做定期润滑。方式分脂润滑和油润滑两种,润滑脂适用于中低速常温场合,润滑脂可以选用钙基或锂基型。润滑油适用于中高速和低温、高温场合,根据使用温度和速度不同黏度可以选ISO VG32~68范围内的,高速重载的可以选黏度ISO VG90以上的。
济宁利兴精密机械制造有限公司专业大型、超重、超长等各种非标及导行丝杠的能力,质优价廉。
欢迎广大新老用户来图、来样指导洽谈业务!
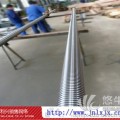
大型梯形丝杠的加工方法如图


















