表面装饰材料的应用性能
(附录B中所有内容待复议)
(供应商应按品种提供满足以下内容条件并具有法律效力的测试报告)
B.1 覆层材料的性能
B.1.1 保护层厚度≥50μm,膜厚度≥200μm。
B.1.2 老化:GB/T16422.2-1999中A法进行,≥6000小时。表面颜色变化:老化前后试样的颜色变化用ΔE*表示,ΔE*≤5。
B.1.3 抗拉强度≥15N/ m2。
B.1.4 耐磨性≥5分钟(ISO 105-X12、ISO 105-A03)。
B.1.5 耐划性≥20cN(用Erichsen仪器检器进行表面强度检测)
B.1.6 耐酸、碱、溶剂、洗涤剂情况(使用户使用时参考)。
B.2 涂装材料的性能
B.2.1 固化后试样表面硬度:硬度范围≥2H。(测试方法:GB/T6739-1996)
B.2.2 固化后试样附着力:≥98%。(测试方法:GB/T9286-1998)
B.2.3 固化后试样耐温性:-30-100℃两极端温度下分别放置2小时观查,试样外观无任何变化。
B.2.4 固化后试样老化:按GB/T16422.2-1999中A法进行,≥6000小时。表面颜色变化:老化前后试样的颜色变化用ΔE*表示,ΔE*≤5。粉化≤2级、失光≤2级。
B.2.5 固化后试样耐低温冲击,落锤高度1500mm,无论冲破与否,试样表面均不允许出现起皮、分离、脱落等现象。
B.2.6 耐酸、碱、溶剂、洗涤剂情况(用户使用时参考)。
B.3 表面PMMA、丙烯酸酯类共挤层材料的性能
B.3.1 表面共挤出以后带有PMMA覆层材料的型材整体性能应满足附录A中各项技术要求。
B.3.2 低温缺口冲击强度≥XXj/m2。(测试方法:GB/T1843-1996)
B.3.3 拉伸强度≥45MPa。(测试方法:GB/T1040-1992)
B.3.4 弯曲强度≥50MPa。(测试方法:GB/T9341-2000)
B.3.5 弯曲弹性模量≥1600MPa。(测试方法:GB/T9341-2000)
B.3.6 断裂伸长率≥40%。
B.3.7 硬度:邵氏D≥65(测试方法:GB/T2411-80)
B.3.8 标准模塑收缩率(圆片)平行:≤0.6%;垂直:≤0.6%。(测试方法:GB/T15585-1995)
B.3.9 耐老化试验:按GB/T16422.2-1999中A法进行,≥6000小时。表面颜色变化:老化前后试样的颜色变化用ΔE*表示,ΔE*≤5。
B.3.10 耐酸、碱、溶剂、洗涤剂情况(用户使用时参考)。
B.3.11 表面共挤出后带有PMMA覆层材料的整体性能应满足附录A中各项技术要求。
B.4 表面共挤ASA覆层材料的性能
B.4.1 表面共挤出以后带有ASA覆层材料的型材整体性能应满足附录A中各项技术要求。
B.4.3 低温缺口冲击强度≥50 j/m2。(测试方法:GB/T1843-1996)
B.4.4 拉伸强度≥40MPa。(测试方法:GB/T1040-1992)
B.4.5 弯曲强度≥50MPa。(测试方法:GB/T9341-2000)
B.4.6 弯曲弹性模量≥1600MPa。(测试方法:GB/T9341-2000)
B.4.7 断裂伸长率≥40%。
B.4.7 硬度:邵氏D≥50(测试方法:GB/T2411-80)
B.4.8 标准模塑收缩率(圆片)平行:≤0.6%;垂直:≤0.6%。(测试方法:GB/T15585-1995)
B.4.9 耐老化试验:按GB/T16422.2-1999中A法进行,≥6000小时。表面颜色变化:老化前后试样的颜色变化用ΔE*表示,ΔE*≤5。
B.4.10 耐酸、碱、溶剂、洗涤剂情况(用户使用时参考)
B.4.11 表面共挤出后带有ASA覆层材料的整体性能应满足附录A中各项技术要求



覆膜型材是在白色型材生产后用单独的设备进行的二次加工,简单的说就是用胶水把膜粘上,现在大型型材生产厂家基本都有覆膜设备,比如实德、海螺等,大型生产厂家的质量都比较可靠,都有10多年的生产经验了,国产膜比较便宜些,进口膜比较贵覆膜型材是在白色型材的基础上包覆一层彩色膜,膜目前比较认可的主要国外的,德国的雷诺丽特和宏舒赫,韩国的LG和东城,包覆胶有两种系统,溶剂型包覆胶和反应型热熔胶,简称冷胶和热胶,德国膜一般热胶,韩国的用冷胶,价格德国的贵一倍多。
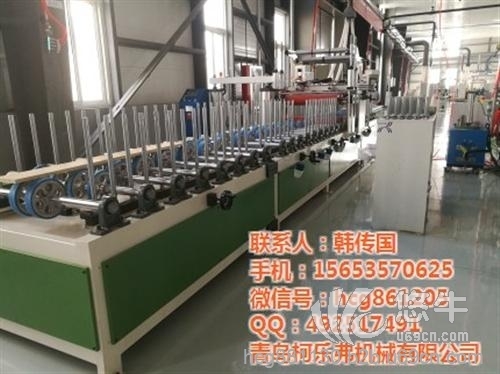
在于冷胶机使用为液体双组份胶,在通过刮胶后进入上烘道进行加热,温度一般为摄氏40~~60度之间,经过加热后的膜在经过压辊进行型材包覆。热熔胶机是胶水在胶箱里加热,温度一般为摄氏110~~140度之间,刮胶后不在经过烘箱直接进行包覆。冷胶机器的优点是:冷胶型覆膜机器是国际上最早的覆膜机器,技术比较成熟,容易操作,覆膜使用的胶水和pvc膜相对成本较低,可以适用于很多国家的胶水和pvc膜。机器投资价格较低,缺点是胶水在刮胶后进入烘箱时容易挥发,产生一种气味,但是对人体不会造成伤害,不利于环保,覆膜后的型材胶水固化时间较长,一般在放置48小时后在进行下一步的加工,覆膜速度一般在6~~20米每分钟.这种机型的代表生产厂家有德国FRIZ,意大利WPR,土耳其INTER-GRUP中国青岛的柯乐弗 COLOURFUL。热溶胶机器的优点是 :环保,胶水在胶桶里加热时密封好,不会对外挥发,覆膜速度相对较快一般在0~~50米每分钟,缺点是:设备售价很高,在加工时使用的胶水和pvc膜成本较高,只能使用德国的膜,日本韩国的膜温度达到摄氏100度时会发生变化,改变原有的特性,所以不能使用,机器在覆小料时(封盖,压条)浪费较大,因为速度快不好操控,容易走偏,热溶胶的固化时间很短,覆模效益比冷胶机器要高.此设备在欧洲用的较多,在亚洲很少使用热溶胶机器,意大利WPR,冷胶热胶的覆膜效果没有区别,只是在环保及覆膜成本上有区别。